一、卷板機的工作原理
卷板機可分為三輥卷板機和四輥板板機兩類。三輥卷板機又可分為對稱式與不對稱式兩種。
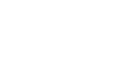
卷板機的工作原理如圖7-1所示。圖7-1(a)為對稱式三輥筒卷板機的輥筒斷面圖,輥筒沿軸向具有一定的長度,以使板料的整個寬度受到彎曲。
在兩個下輥筒的中間對稱位置上有上輥筒1,上輥能在垂直方向調節,使置于上下輥筒間的板料4得到不同的彎曲半徑。下輥筒2是主動的,安裝在固定的軸承內,由電動機通過齒輪減速器使其同方向同轉速轉動,上輥是被動的,安裝在可作上下移動的軸承內。上輥的調節是機械或液壓的,小型卷板機中常為手動調節。 工作時板料置于上下輥間,壓下上輥,使板料在支承點間發生彎曲,當兩下輥轉動時,由于摩擦力作用使板料移動,從而使整個板料發生均勻的彎曲。
a—對稱式三輥筒卷板機;b—不對稱式三輥筒卷板機;c—四輥筒卷板機
圖7-1 卷板機的工作原理
根據上述彎曲原理可知,只有當板料與上輥筒接觸到的部分,才會達到所需要的彎曲半徑,因此板料的兩端邊緣各有一段長度沒有接觸上輥,不發生彎曲,稱為剩余直邊,剩余直邊長度約為兩下輥距離的一半。
圖7-1(b)是不對稱三輥筒卷板的卷彎筒圖,上輥筒1是位于下輥筒2的上面,另一輥筒3在側面,稱為側輥筒。上下兩輥筒是由同一電動機旋轉的。下輥能上下調節,調節的最大距離約等于能卷彎鋼板的最大厚度。側輥筒3是被動的,能沿傾斜方向調節。
彎曲時,將板料4送入上下輥筒,然后調節下輥將板料壓緊,產生一定的摩擦力,再調節側輥的位置,當上下輥由電動機驅動旋轉時,使板料發生彎曲。
這種不對稱三輥筒卷板機的優點是板的兩端邊緣也能得到彎曲,剩余直邊的長度比對稱式三輥卷板機縮小很多,其值不到板厚的兩倍。雖然側輥與下輥之間板料得不到彎曲,但只要將板料從卷板機上取出后調頭彎曲,就能完成整個彎曲過程。
圖7-1(c)為四輥筒卷板機,它與不對稱三輥卷板機基本相似,只是增加了一只側輥筒3,板料邊緣的彎曲由兩個側輥筒分別擔任,這樣就克服了板料在不對稱三輥筒卷板機上進行調頭彎曲的麻煩。
二、卷圓過程變形分析
根據卷圓變形的特點,卷圓過程可分為彈性變形、彈-塑性變形、純塑性變形階段。
在桶身毛坯彎曲的初始階段,外彎曲力矩不大,內應力的數值小于材料的屈服極限σs,僅在毛坯內部引起彈性變形,稱為彈性變形階段。當外彎曲力矩的數值繼續增大時,內應力超過了屈服極限,毛坯變形區內的變形由彈性變形過渡到彈-塑性變形和純塑性變形。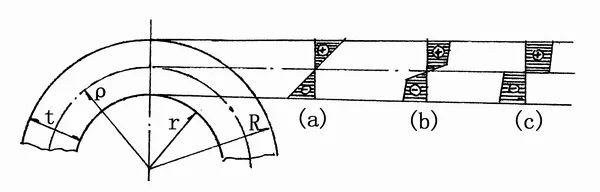
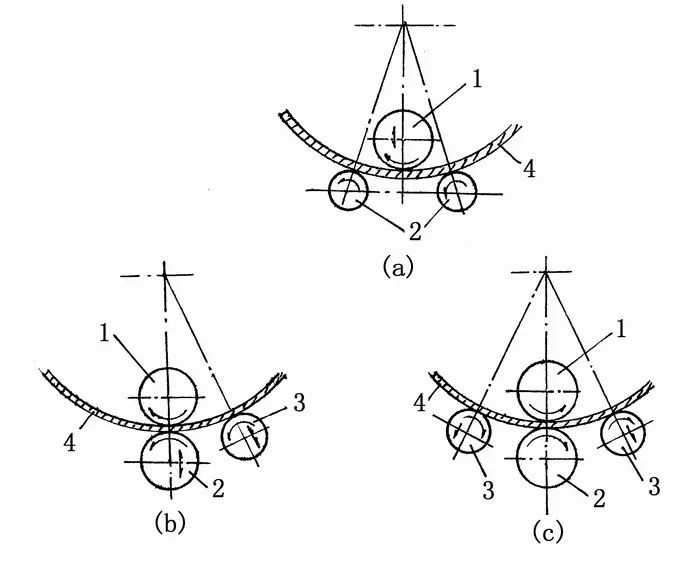
a—彈性變形;b—彈-塑性變形;c—純塑性變形
圖7-2 卷圓毛坯變形區內切向應力分布
從圖7-2可見,毛坯斷面的上應力由外層拉應力過渡到內層壓應力,中間必然有一層金屬,其切向應力為零,稱為應力中性層,其曲率半徑用ρσ表示。同樣,應變的分布由外層的拉應變過渡到內層的壓應變,其間必然有一層金屬的應變為零,即卷圓變形時,其厚度不變,稱為應變中性層,其曲率半徑用ρε表示。這是準確計算卷圓毛坯展開尺寸的依據。變形較小時,ρσ=ρε=r+t/2,即應力中性層與應變中性層重合,并在毛坯厚度的中間,當變形較大時,應力中性層和應變中性層卻向內移,而且應力中性層的位移大于應變中性層的位移,即ρε>ρσ,在鋼桶生產中,可采用下面經驗公式確定應變中性層的位置,即式中:ρε——應變中性層曲率半徑,mm;r——內卷圓半徑,mm;x——與變形程度有關的系數,取x=0.33;t——材料厚度,mm。
三、卷板機的典型結構
圖7-3 機械調節對稱三輥卷板機
圖7-3為鋼桶生產常用的中小型對稱三輥卷板機,采用機械調節。支承兩下輥筒的軸承裝于左右機架中,側輥(下輥)的軸端伸出機架外,通過齒輪、減速器與電動機連接,兩側輥均由電動機驅動。控制操縱手柄,能使輥筒作正反方向的轉動。
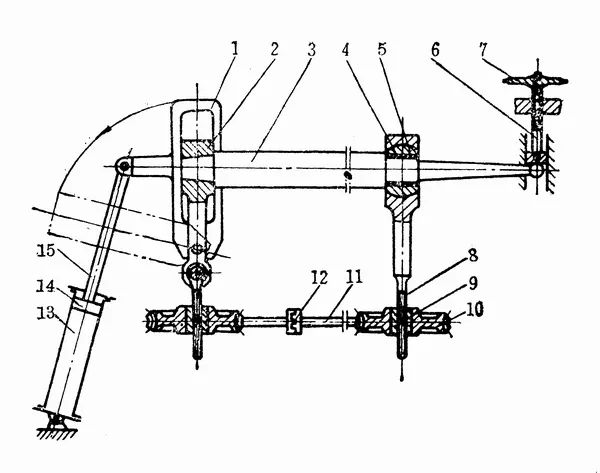
圖7-4 上輥筒升降和軸承可卸機構
上輥3的上下調節,是通過上輥壓緊傳動螺桿11兩端的蝸桿帶動蝸輪10來實現的,如圖7-4所示,蝸輪10的內孔是和螺母9裝固在一起,在螺母內有一升降的螺桿8,上輥筒的軸承就是由螺桿8支承。當升降螺桿8由電動機帶動旋轉后,上輥筒即能上下調節。
上輥壓緊傳動螺桿11中間設有離合器12,只要使離合器脫開,就可以使左面的蝸桿與蝸輪不轉動,這樣上輥筒便能調節成傾斜位置。為使材料能從輥筒間取出,上輥左端的軸承2做成可卸的,用壓縮空氣(或壓力油)通入氣缸13的上部推動活塞14使活塞桿15向下運動,再經過鉸鏈將活動機架1和軸承2拉下,如圖中假想線所示。為使軸承易于脫卸,上滾筒的左端軸頸做成圓錐形。只要將壓縮空氣通入氣缸13的下部,活塞14和活塞桿15向上運動,從而推動機架1和軸承2回復原狀。
在脫卸軸承時,為避免上輥筒左端掉下,在上輥筒的右端,應旋轉手輪7,使壓緊螺桿6壓住上輥伸出端的球形部分,并可使上輥翹起,以支承上輥不至下掉。上輥的右端軸承必須制成球形,它由球面軸承4和軸承襯5組成。
四、全自動縫焊機卷圓機構
鋼桶桶身的卷圓工序在全自動縫焊機中屬于焊前輔助工藝環節。全自動鋼桶專用縫焊機將卷圓環節在電氣、機械方面包容在整機之內了。
由鋼桶板材厚度、寬度及后續的焊接生產率決定了卷圓機的構造及性能。

1—上軋輥;2—下軋輥;3—后軋輥;4—滑動輥;5—鋼板
圖7-5 全自動縫焊機桶身卷圓機構
這是一種普通的三輥卷圓成形機構。其上、下及后軋輥加強均使用同一的動力源,它外圓上的周向線速度相等,轉向如圖示。上下軋輥徑向表面分離0.25mm,下軋輥由可調彈簧承載,這樣顯然只能卷動大于0.25mm厚度的薄板,而且減小軋輥運轉噪聲和延長軋輥軸承的壽命。后軋輥相對于前端兩個軋輥中心之間的軋道線的位置取決于鋼板的規格和張力以及需要成形的桶身外徑。由于桶身冷卷時回彈較顯著,所以必須施以一定的過卷量,這個過卷量可以通過調節后軋輥的位置來達到,增大桶身卷圓曲率,使桶身兩端邊搭接75~100mm即可。滑動輥的作用是把桶身薄板的前緣正確導向后成形輥的上半徑,并將薄板前緣可能存在微小變形減至最小。它的位置基本上是固定的,輥子是被動的(滑動)。